テクニカルサポート
ダイヤモンドドレッサとは
砥石の ドレッシング(目直し)、ツル―イング(形直し)、フォーミング(成形)に使用するツールです。
・ドレッシング | 砥石の目つぶれ、目詰まりを起こした砥粒を除去し、新しく鋭いと切れ刃を作り出すと |
・ツル―イング | 砥石の作業面を砥石軸中心に対して同心に成形する作業 |
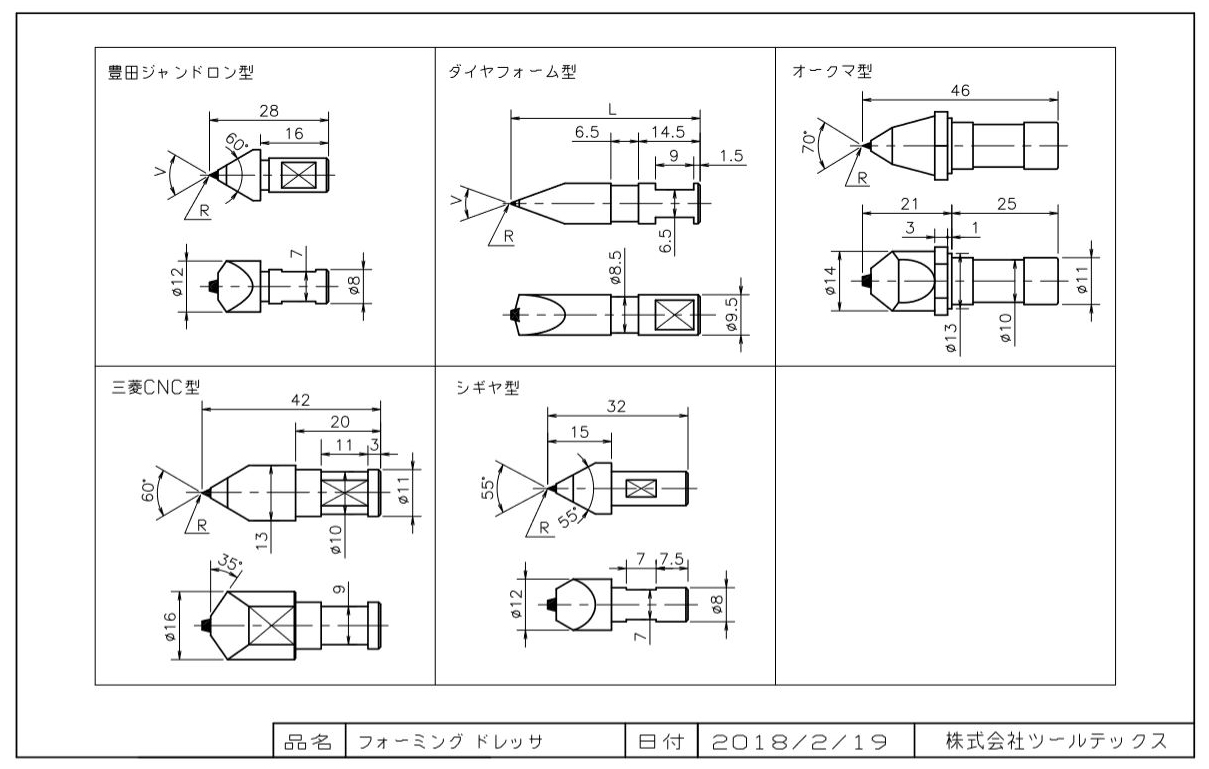
・フォーミング | 精密な総形研削用砥石、ねじ研削用砥石、歯車研削用砥石などを必要とする形状に 成形する作業 |
使用上のポイント
・用途に適したドレッサ、ダイヤサイズを選択してください。(1、2)
・ドレッサは保持装置へ振動がしないよう取付してください。(3)
・最大切込み量(目安)は0.02mm以下です。適正な切込み量、送り速度で使用してください。(4、5)
・ドレス中は研削液を十分に供給し冷却してください。
(1)ドレッサの選定目安
| 円筒研削 | 内面研削 | センタレス研削 | 平面研削 | |||
| 一般 | アンギュラ― | 一般 | 段付き | |||
| 単石 | ◎ | ○ | ◎ | |||
| スーパーシングル | ◎ | ○ | ◎ | |||
| ポイント | ○ | ◎ | ○ | |||
| フォーミング | ◎ | ○ | ||||
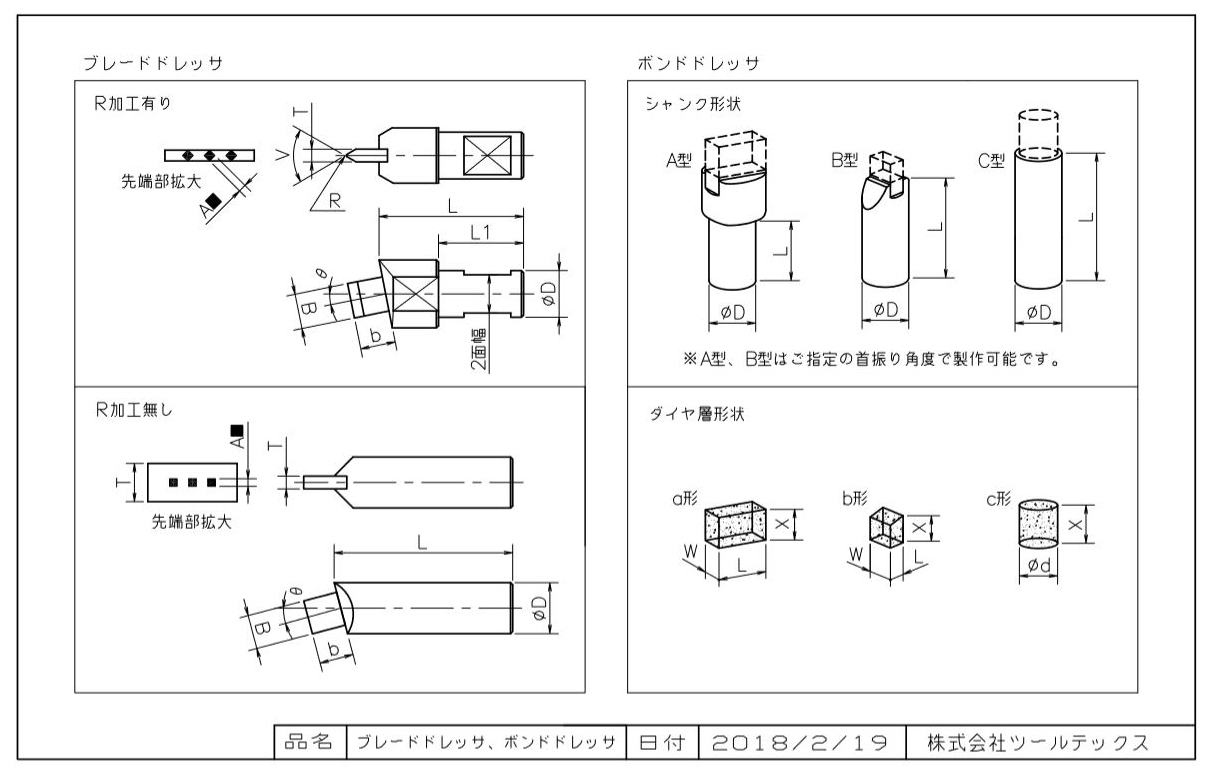
| ブレード | ◎ | ◎ | ◎ | ◎ | ◎ | |
| ボンド | ○ | ○ | ○ | |||
※上記は目安であり、機械、砥石、加工条件により変わるおそれがあります。
詳細は弊社へご相談ください。
(2)ダイヤサイズの選定目安
・砥石の外径、厚さ、砥粒の種類、粒度、結合度等により選択します
ダイヤサイズ |
小さめ |
 |
大きめ |
|||
砥粒の種類 |
A |
WA |
単結晶砥粒 |
セラミック砥粒 |
GC |
|
粒 度 |
細粒 |
|
粗粒 |
|||
結合度 |
軟 |
|
硬 |
|||
切込み量 |
小 |
|
大 |
|||
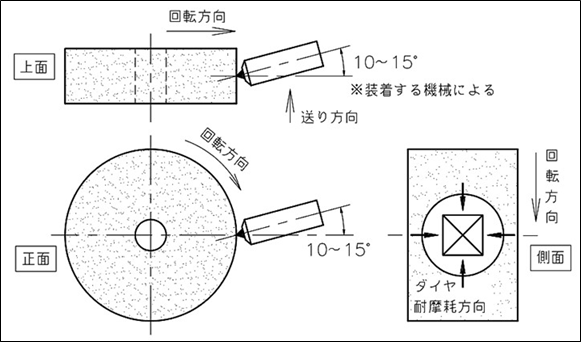
(3)ドレッサの取付角度
・砥石の水平面(送り方向)と砥石の円周(回転方向)に対して、それぞれ10~15度の角度を付け、かつダイヤの耐摩耗方向に合わせて取り付けてください。
(4)切込み量の目安
・切込み量で、砥粒の破砕状態が変わるため、仕上面粗さに影響します
・切込み量が大きい場合、研削液を十分に供給し発熱を抑えてください
切込み量(半径) | ~0.005 | 0.01~0.02 | 0.03~0.05 |
用途 | 精密研削 | 一般研削 | 粗研削 |
砥粒が微少破砕、 | 砥粒が正常破砕、 | 砥粒脱落が多く粗い作業面、 |
(5)送り速度の目安
・加工物の仕上面精度はドレッサの送り速度により大きく影響します
・標準的な目安は、一般研削(仕上げ)で100~200mm/min、粗研削で250~500mm/min
Q&A(うまくいかない場合)
研削時の不具合に対する、ドレス作業のチェック項目です
現象 | 対応方法 |
・研削焼けを起こす場合 | ●ドレス不足による目詰まり、目つぶれ、溶着が考えられる |
・仕上げ面が粗い場合 | ●砥石の面が粗いことが考えられる |
・加工面にスクラッチが発生する場合 | ●砥粒の脱落、目詰まりが考えられる |
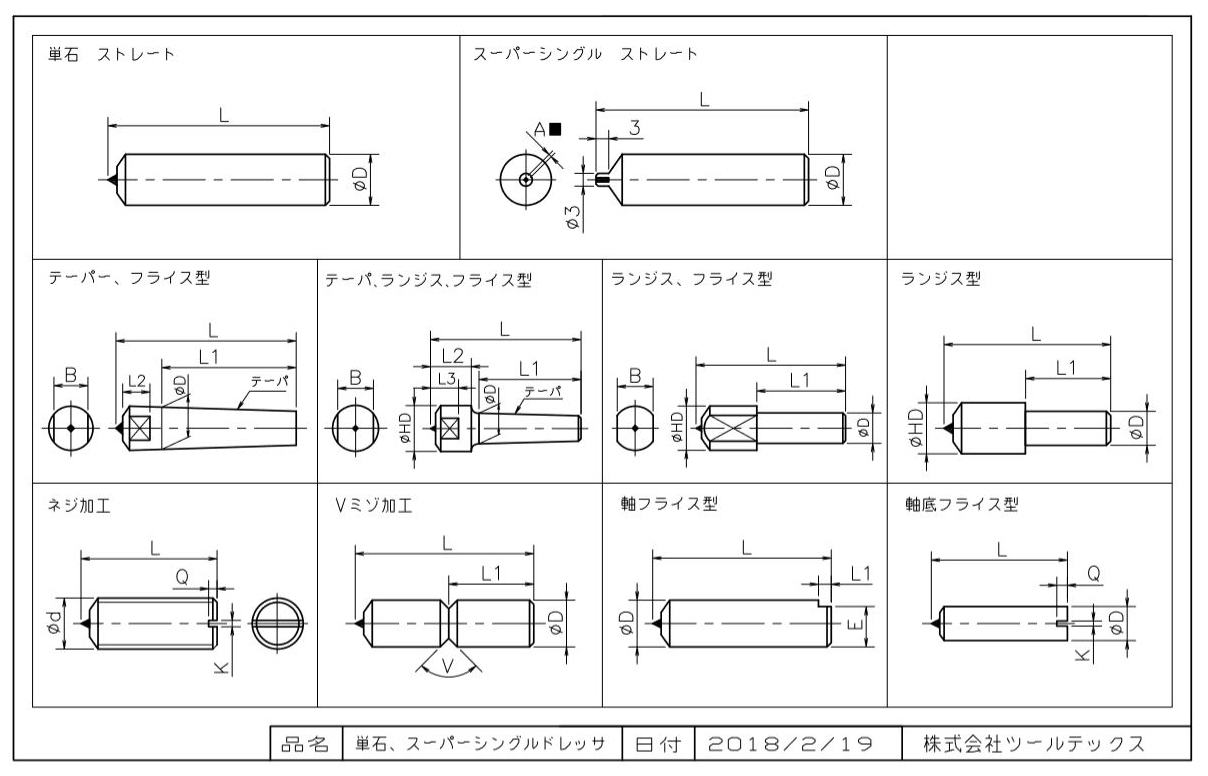
基本形状図 単石、スーパーシングル、ポイント
基本形状図 フォーミングドレッサ